

Using Drill Pipe Effectively on Site
In large-scale drilling operations, multiple drill pipes are connected to reach deeper underground formations. To ensure performance and safety, the strength and quality of the metal are critical. The pipe must withstand immense pressure, torque, and vibration without fracturing. Because drill pipes can be expensive, many are reused after proper inspection and maintenance. For deep well drilling, high-strength alloy or toughened steel is used due to its excellent resistance to stress and fatigue.
After a drilling operation, each pipe is transported to a new location for a comprehensive inspection. The goal is to determine whether it remains fit for future use before being reclassified or resold. Technicians use advanced tools such as ultrasonic testing equipment and precision spherometers to detect cracks or weaknesses in the metal. Based on the inspection results, pipes are categorized into different grades:
N Grade – New pipes
P Grade – Premium quality, reusable pipes
C1, C2, C3 Grades – Used pipes showing increasing levels of wear
Pipes rated below C3 are marked with a red band, indicating they are no longer suitable for drilling and are classified as scrap metal.
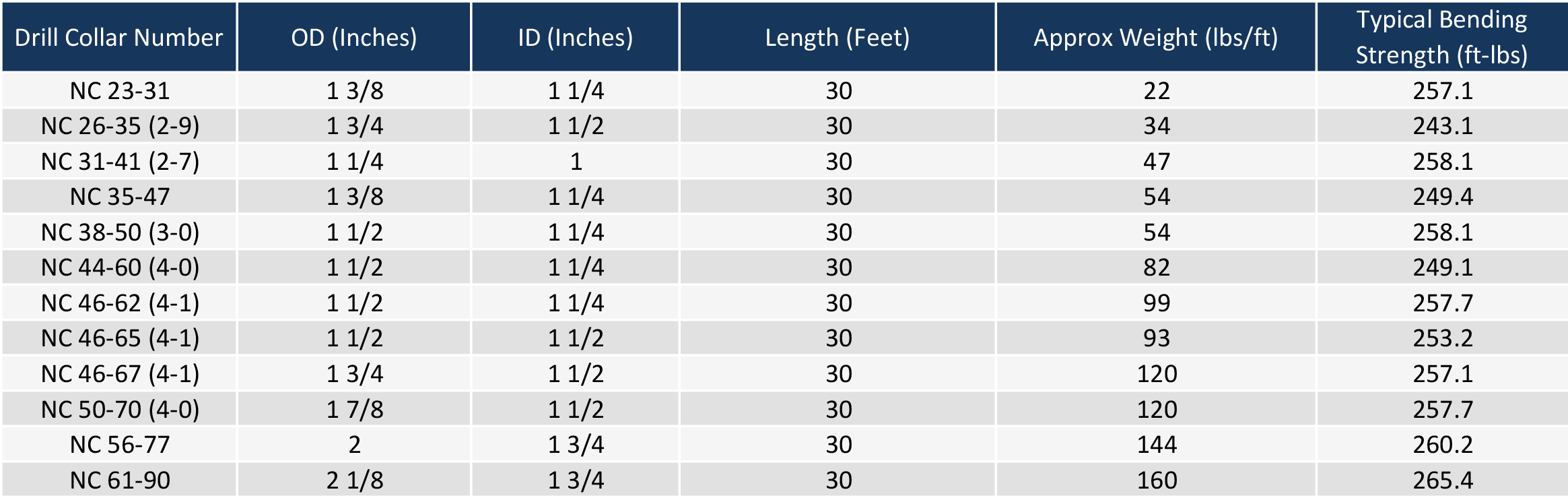
Alongside pipe inspection, the Bottom Hole Assembly (BHA) is also examined. This section, located just above the drill bit, is made from extra-heavy, high-strength metals to handle intense drilling forces and ensure stability at great depths.
How Drill Pipe Is Manufactured
Contrary to common belief, drill pipes aren’t made from rolled sheets of metal. Instead, they’re assembled from three main parts — the tube, the box tool joint, and the pin tool joint — which are welded together.
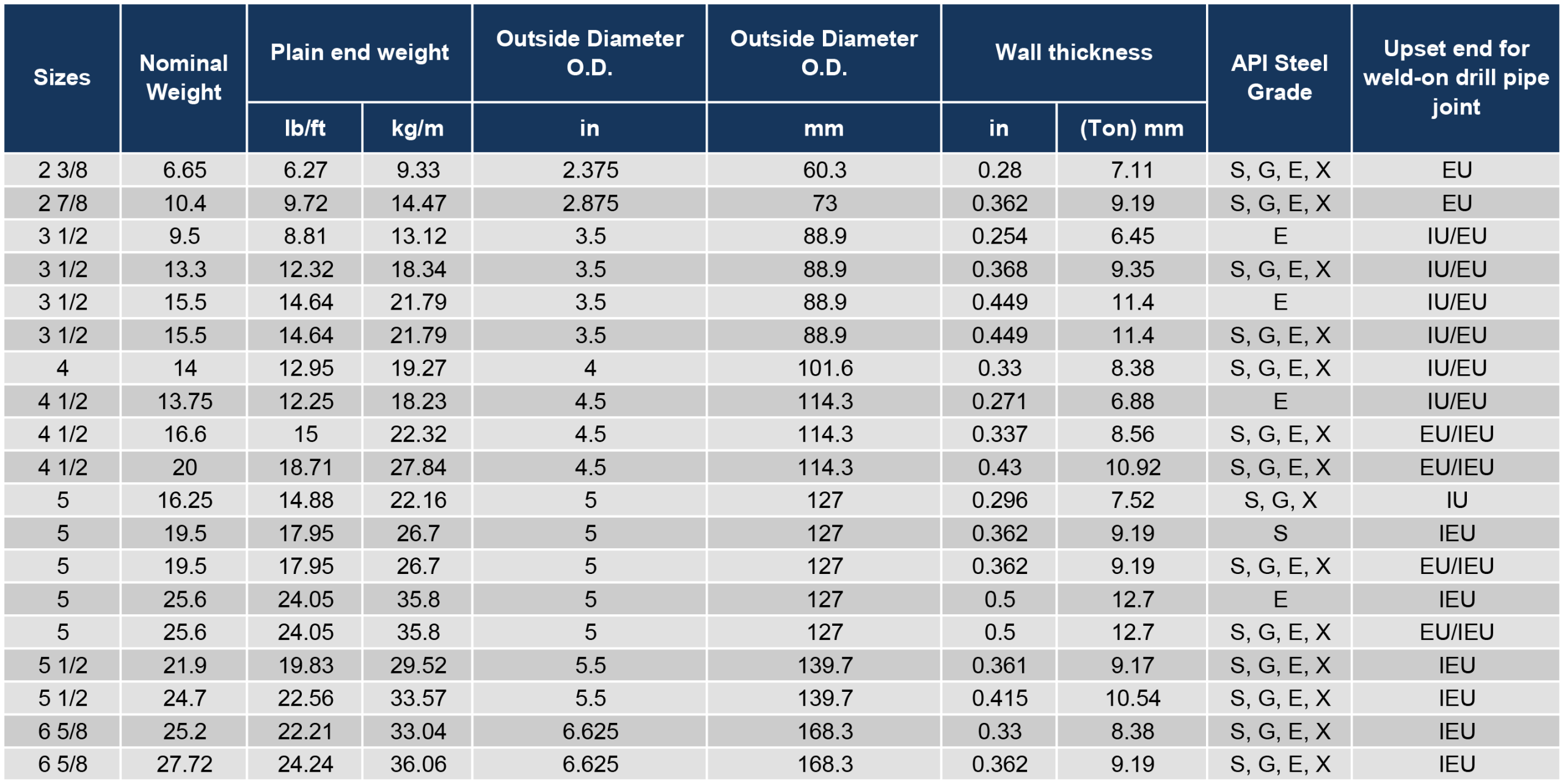
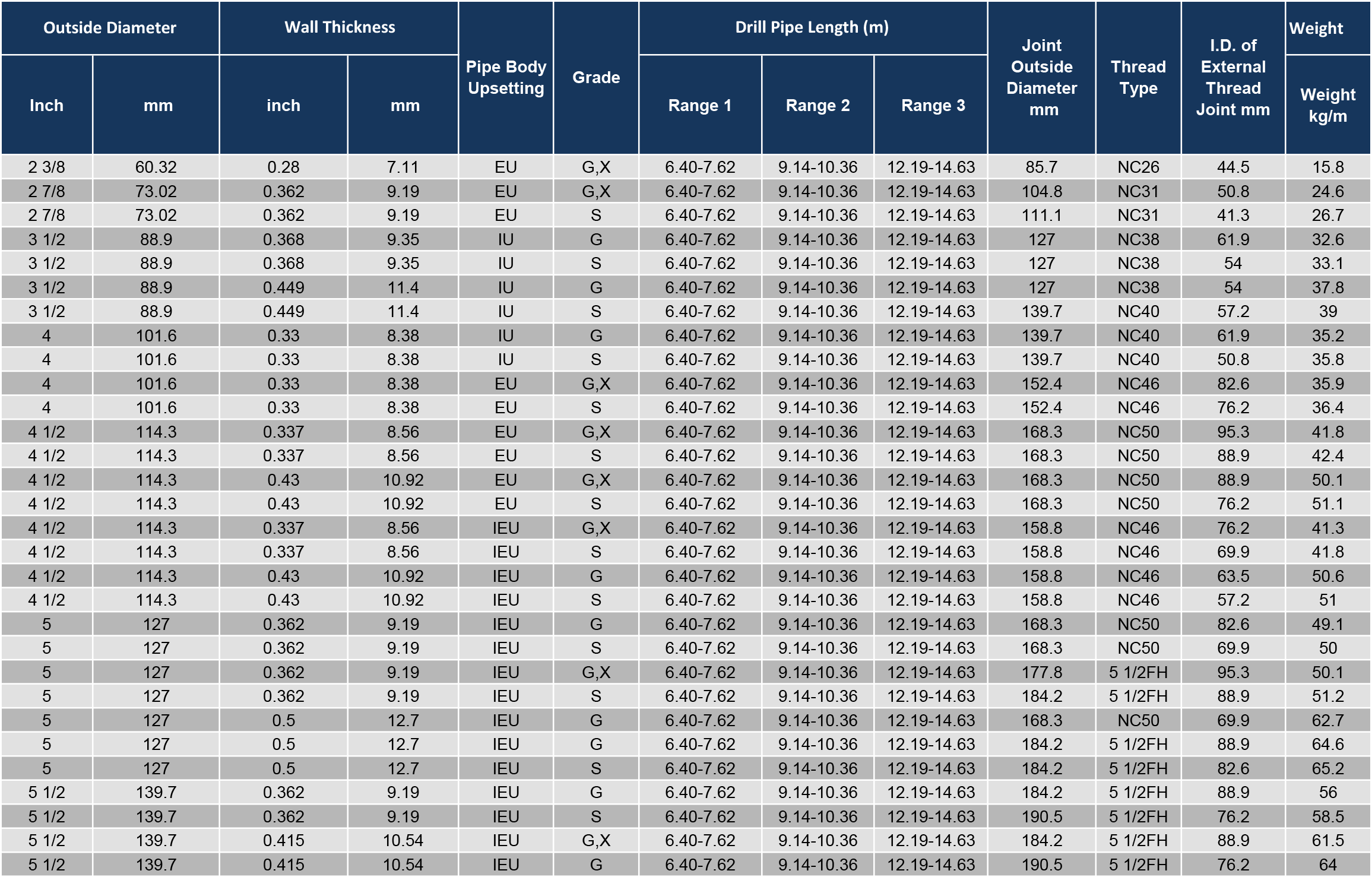
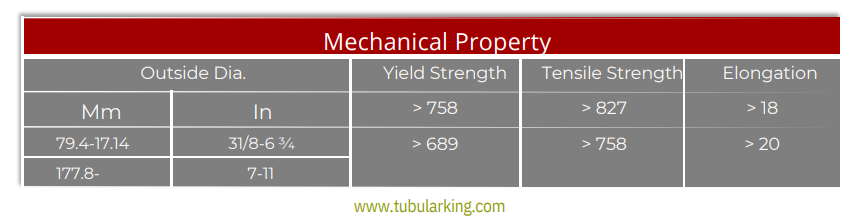
The process begins with steel or aluminum base tubes. The ends of each tube are “upset,” meaning they are thickened and roughened to form stronger joints. Upsetting can be done internally, externally, or in combination, depending on the required strength and specifications. Once assembled, the pipes undergo heat treatment to achieve the ideal balance between toughness and flexibility.
The connectors and joints also receive similar treatment and are carefully machined into male (pin) or female (box) threaded ends. Because these joint sections endure the most stress, they are often the most vulnerable to wear or cracking. Manufacturers therefore follow precise heat tempering and quality control standards to minimize brittleness and prevent failure in high-pressure environments.
Choosing the Right Drill Pipe Supplier
When selecting drill pipes for your operations, it’s crucial to work with a trusted supplier who follows strict manufacturing and inspection standards. A reliable source, such as Tubular King®, ensures:
Use of high-grade steel or alloy materials
Accurate threading and connection design
Thorough inspection and quality testing
Products that meet API specifications
By understanding the manufacturing process and quality classifications, you can choose durable, high-performance drill pipes that deliver reliability, safety, and longevity for all your drilling projects.
